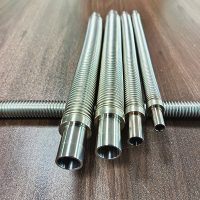
Server flex bellows (generally referring to precision metal bellows used for server liquid cooling, heat dissipation, sealing, vibration damping, and displacement compensation) are primarily categorized into two types: hydroformed (monocoque) and welded (stacked diaphragm). Welded types are predominantly used in server and high-end precision applications.
I. Material Selection (Commonly Used in Servers)
Materials: 304/316L stainless steel, Inconel, Monel, titanium alloys
Wall thickness: 0.08–0.5 mm (ultra-thin walls, high elasticity, high sealing performance)
Condition: Solution annealed, soft state (for ease of forming/welding)
II. Process 1: Hydraulic Forming (Monolithic Bellows, Mid-to-Low End / General Purpose)
- Tube Blank Preparation
Seamless thin-walled tube → Cutting → Annealing to soften → Cleaning to remove oil and scale - Die Loading and Sealing
Place the tube blank into a split-type corrugation die, seal both ends, and fill the interior with fluid (water / emulsion) - High-Pressure Expansion + Axial Compression
Internal pressure 10–100 MPa → Tube wall expands outward against the die → Simultaneous axial pushing to form waves → Uniform corrugations formed - Depressurization, Demolding, and Finishing
Depressurize → Open the die → Trim ends → Stress-relief annealing → Straightening, polishing, cleaning - Testing
Dimensions, pressure resistance, air tightness, helium leak testing
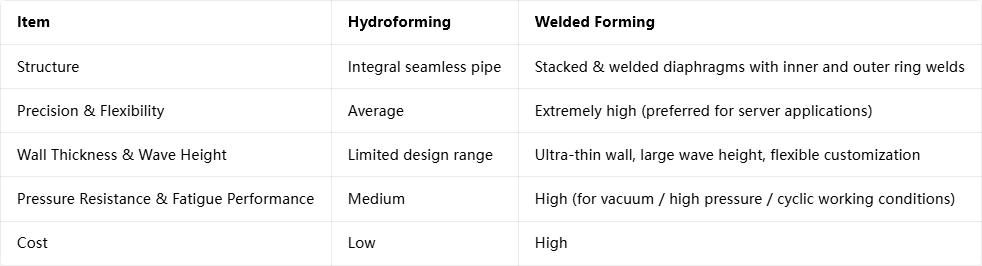
Features: High efficiency, low cost, no weld seams; however, wave height and wall thickness are limited, and precision and fatigue resistance are inferior to welded types.
III. Process 2: Welded Forming (Servers / High-End Precision Mainstream)
Process (Most Critical):
- Diaphragm Stamping
Ultra-thin strip material → Precision stamping → U-shaped / C-shaped annular diaphragms → Deburring, cleaning, drying - Diaphragm Stacking and Alignment
Alternately stack diaphragms and spacers → Align using concentric fixtures (to ensure coaxiality) - Precision Welding (Core Process)
Inner Ring Welding: Micro-beam plasma / laser / TIG welding of the inner diameters of two diaphragms (argon shielding)
Outer Ring Welding: Weld the outer diameter after stacking → Weld sequentially wave by wave up to the designed number of waves - Post-Welding Treatment
Weld slag removal → Vacuum / inert gas annealing (stress relief, dimensional stabilization) → Forming
Final inspection
Helium mass spectrometer leak testing, pressure testing, fatigue testing, full dimensional inspection
Features: High precision, excellent flexibility, long service life, and exceptional sealing performance; suitable for applications involving ultra-thin walls, large displacements, high and low temperatures, and vacuum environments.
V. Comparison of the Two Processes
VI. Key Considerations for Server Applications
Liquid cooling circulation, cabinet vibration damping, thermal expansion compensation, vacuum sealing
Requirements: Leak-free, low resistance, long service life, high-temperature resistance, high cleanliness